既にある NMEA のログから、どの衛星が強く受信できているかをプロットしてみる。
ファイルを指定して png を書き出すコードを node で書いた。かなり量の多いログでも中間結果を見ながら生成できるようにしてある。
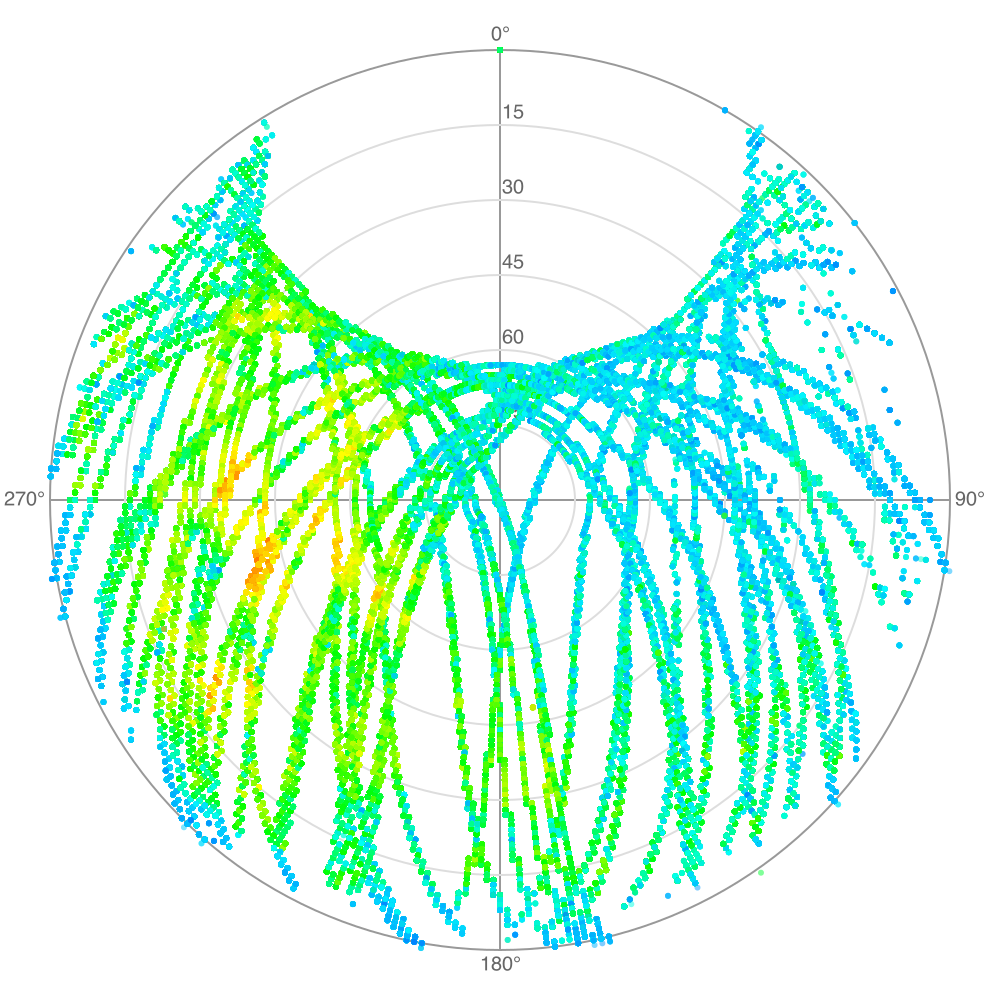
グラフの見方
上下左右が方角。右まわりに上から北・東・南・西
中心からの距離が仰角。中心が真上(90°)で、円周上が水平線(0°)
SNR によって色がついている。
自宅の状況
GPS の GSV しかとっていないので、このプロットにはGLONASSやQZSSは含まれていない。
南西向きの窓際にアンテナがあるため、そのあたりのSNRが大きくなる。
北極・南極の上空は衛星の軌道がない。北半球に住んでいる場合、このプロットのように北極上空にあたる部分に空白ができる。
決まった数の衛星が決まった軌道で飛んでいるので、空全体で見ると塗りつぶされないところは多い。
コード
#!/usr/bin/env node
const GPS = require("gps");
const fs = require("fs");
const readline = require("readline");
const { createCanvas, loadImage } = require('canvas');
const WIDTH = 1000;
const HEIGHT = 1000;
const PADDING = 50;
const PLOT_RADIUS = (WIDTH - PADDING * 2) / 2;
const canvas = createCanvas(WIDTH, HEIGHT);
const ctx = canvas.getContext('2d');
ctx.fillStyle = "#ffffff";
ctx.fillRect(0, 0, 1000, 1000);
ctx.translate(WIDTH / 2, HEIGHT / 2);
ctx.strokeStyle = "#999999";
ctx.lineWidth = 2;
ctx.beginPath();
ctx.arc(0, 0, PLOT_RADIUS, 0, 2 * Math.PI);
ctx.stroke();
ctx.beginPath();
ctx.moveTo(0, -PLOT_RADIUS);
ctx.lineTo(0, +PLOT_RADIUS);
ctx.moveTo(-PLOT_RADIUS, 0);
ctx.lineTo(+PLOT_RADIUS, 0);
ctx.stroke();
ctx.font = "20px sans-serif";
ctx.fillStyle = "#666666";
ctx.textAlign = "center";
ctx.textBaseline = "bottom";
ctx.fillText("0°", 0, -PLOT_RADIUS - 5);
ctx.textAlign = "left";
ctx.textBaseline = "middle";
ctx.fillText("90°", PLOT_RADIUS + 5, 0);
ctx.textAlign = "center";
ctx.textBaseline = "top";
ctx.fillText("180°", 0, PLOT_RADIUS + 5);
ctx.textAlign = "right";
ctx.textBaseline = "middle";
ctx.fillText("270°", -PLOT_RADIUS - 5, 0);
ctx.textAlign = "left";
ctx.textBaseline = "bottom";
for (let ele of [75, 60, 45, 30, 15]) {
const r = elevationToRadius(ele);
ctx.strokeStyle = "#dddddd";
ctx.lineWidth = 2;
ctx.beginPath();
ctx.arc(0, 0, r, 0, Math.PI * 2);
ctx.stroke();
ctx.fillText(ele, 2, -r-2);
}
const gps = new GPS();
function elevationToRadius(e) {
return PLOT_RADIUS * (1 - e / 90);
}
function writeToPng() {
const out = fs.createWriteStream("test.png");
const stream = canvas.createPNGStream();
stream.pipe(out);
out.on('finish', () => console.log('The PNG file was created.'));
}
let count = 0;
gps.on('data', function(parsed) {
if (parsed.type !== "GSV") return;
for (let sat of parsed.satellites) {
if (sat.snr === null) continue;
const hue = (1 - (sat.snr / 40)) * 240;
const x = Math.cos(sat.azimuth / 180 * Math.PI - Math.PI / 2) * elevationToRadius(sat.elevation);
const y = Math.sin(sat.azimuth / 180 * Math.PI - Math.PI / 2) * elevationToRadius(sat.elevation);
ctx.fillStyle = `hsla(${hue}, 100%, 50%, 0.5)`;
ctx.beginPath();
ctx.arc(x, y, 3, 0, 2 * Math.PI);
ctx.fill();
if (count % 100000 === 0) {
writeToPng();
}
count++;
}
});
const stream = fs.createReadStream("./log.log", "utf8");
const reader = readline.createInterface({ input: stream });
reader.on("line", (data) => {
const nmea = data.substring("[2020-01-09T09:33:05.622] [DEBUG] default - ".length);
if (/^\$GPGSV/.test(nmea)) {
gps.update(nmea);
}
});
reader.on("close", () => {
console.log('done');
writeToPng();
});
-
トップ
-
tech
-
NMEA ログから衛星のスカイビューを生成する