Voron2.4 Klicky、Auto Z Calibration、そして Unklicky
Klicky
https://github.com/jlas1/Klicky-Probe
Klicky はプローブ(ベッドの高さを測るセンサ)の実装の1つで、誘導プローブを置き換えて使えるような設計になっている。
誘導プローブの変わりにマイクロスイッチを使うのが基本形。誘導プローブは運用温度が案外狭く、温度の影響をうけて不安定になる。ノズルはかなり高温になり、測定対象も高温のベッドとなるので、誘導プローブが溶けたりする問題もある。
ということで物理的な接触スイッチのほうがプローブとして都合が良いが、ノズルよりも下にスイッチがこなければベッドにノズルがあたってしまうという物理的な問題がある。ということでプローブ自体を取り外し可能にしたり、サーボで一時的にスイッチを展開したりしてがんばるほうに発展しているが、そのひとつが Klicky になる。
メリットは温度にあまり関係なくなりプローブが安定することろ。デメリットは設定が難しいところ。
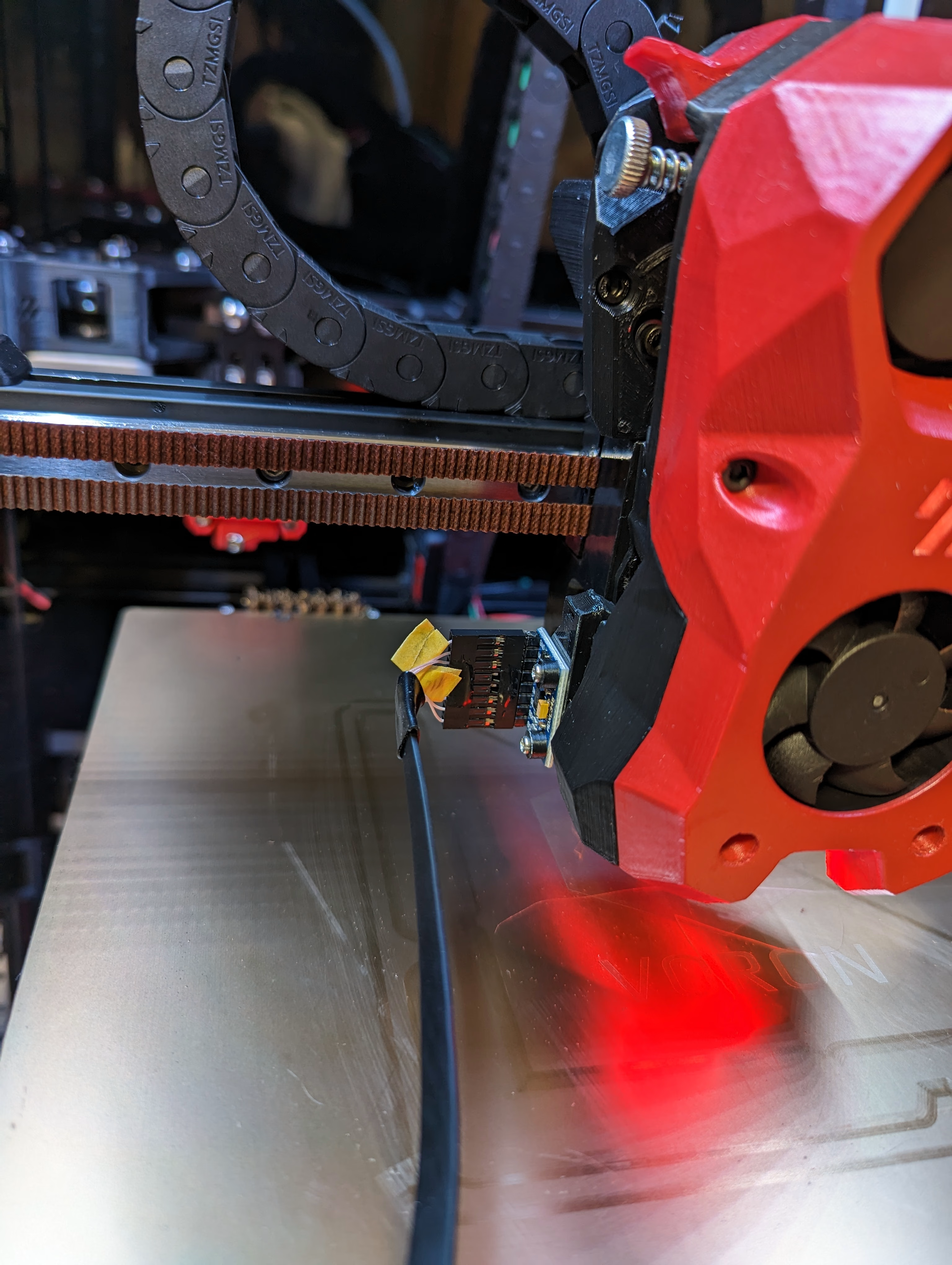
動作のおもしろさ
磁石が電気的接点とドッキング機構・アライメントを兼ねている。
ドッキングできなくてベッドに衝突することはないのか?と思うが、スイッチはノーマリクローズ (プローブがトリガーするとオープンになる) が前提なため、これによってドッキング失敗を検出することができる (プローブがオンにならない高さでプローブがトリガーされているならば、ドッキングされていないと判定できる)
Auto Z Calibration
https://github.com/protoloft/klipper_z_calibration
これもいれるとZオフセットを自動算出するようになる。Klicky によるベッドのプローブと Voron に元々ある Z エンドストップ(ノズルで押してノズル位置を決定できるプローブ)の差分をつかう。
これによりベッドの高さが多少変化してもノズルとベッドの関係(3Dプリントにおいて一番重要)を一定にできる。
ノズルとベッドの関係は最終的には switch_offset という値によって決まる。
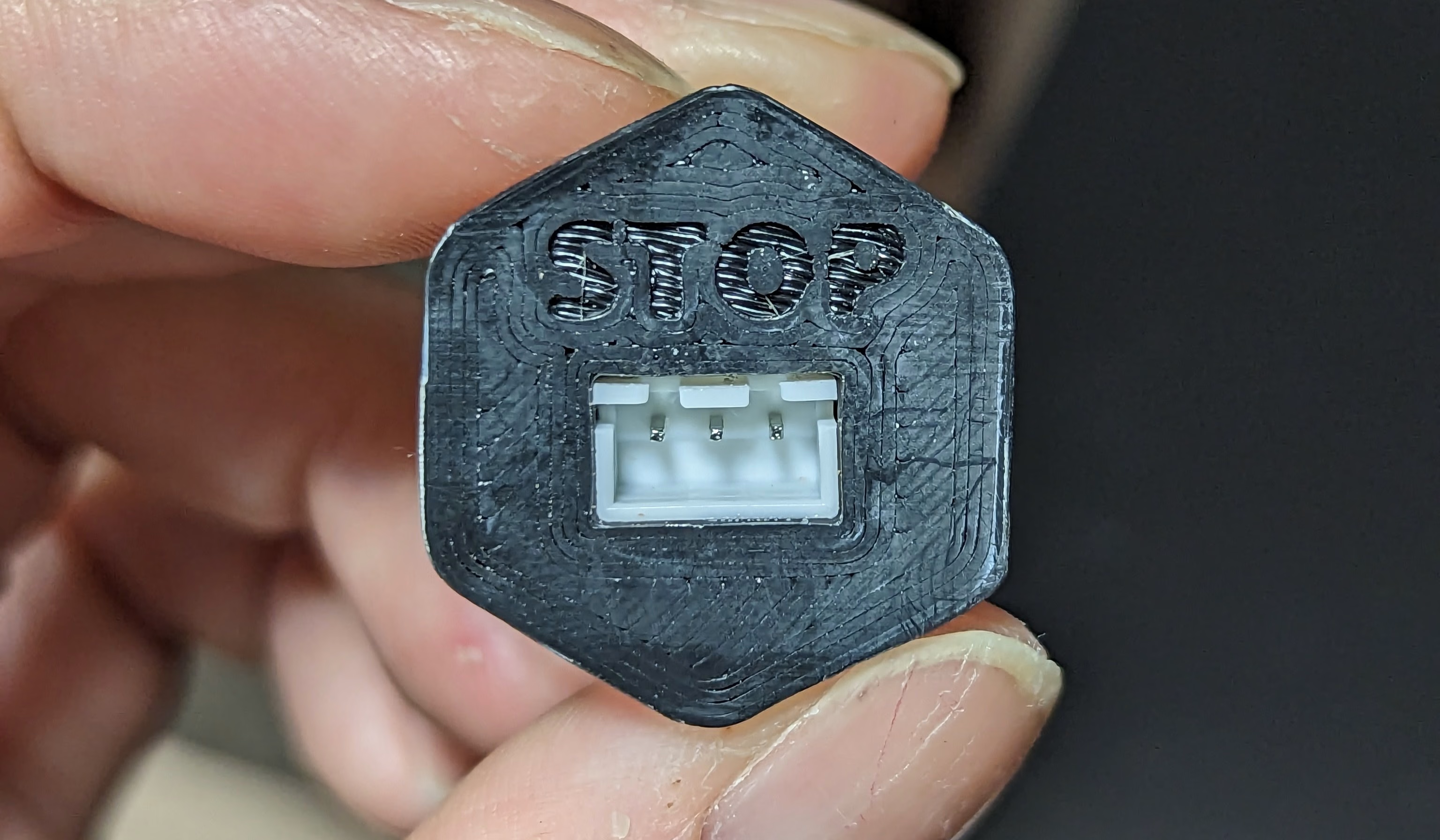
Unklicky
Klicky はマイクロスイッチを使うのが基本だが、マイクロスイッチはそもそも精密位置決め向けではなく、そこそこオペレーションポイント(オンになるポイント)がずれる。何度か測定して平均をとったり外れ値を除外したりして対処してソフトウェア的に精度を高めるが、トレードオフとして時間がかかる。
Unklicky は 3D プリントパーツで接触プローブを作るというもので、構造的には精密位置決めに使われるタッチスイッチとよく似ている。おもしろいのはバネなどは使わず、手に入りやすい (そして Klicky でも大量に使う) 6x3mm磁石を採用してるところ。
Unklicky にするとマイクロスイッチのときにあったプローブのやりなおしが劇的に減る。
関連エントリー
- Voron 0.1 を組み立てた FORMBOT のセットを買ってみた (先にいっておくとおすすめしない)。Aliexpress だとエクストルーダーの種類が選べないことに気...
- 3Dプリント用の素材のオススメは圧倒的にPETG ABS と PLA も試したけど PETG (Polyethylene terephthalate glycol-modified) が最良...
- Original Prusa MK2.5 Upgrade がきたので作業した Original Prusa i3 MK2S Kit (3Dプリンタ) を買ってた | tech - 氾濫原 と書いたすぐ1ヶ月ほどあとに ...
- FNIRSI-1013D オシロというやつを買ってみたが帯域は怪しい 少し前に、ベンチトップオシロのプローブが届かず、DSO QUAD を久しぶりに使う機会があった。しかしあまりに使いにくく、ポータブルオシロが...
- Ampero Control でのスイッチを押した瞬間のMIDIメッセージ送信 Ampero Control は Bluetooth / USB / DIN で MIDI メッセージを出せるフットスイッチ。かなり汎用性が...