ダイソー300円スピーカーのちょい改造
なかなか見た目も可愛いのでエンクロージャーから作りなおすというほどでもない。吸音材(ホワイトキューオン)をいれるのと、回路定数だけ見なおすことにした。
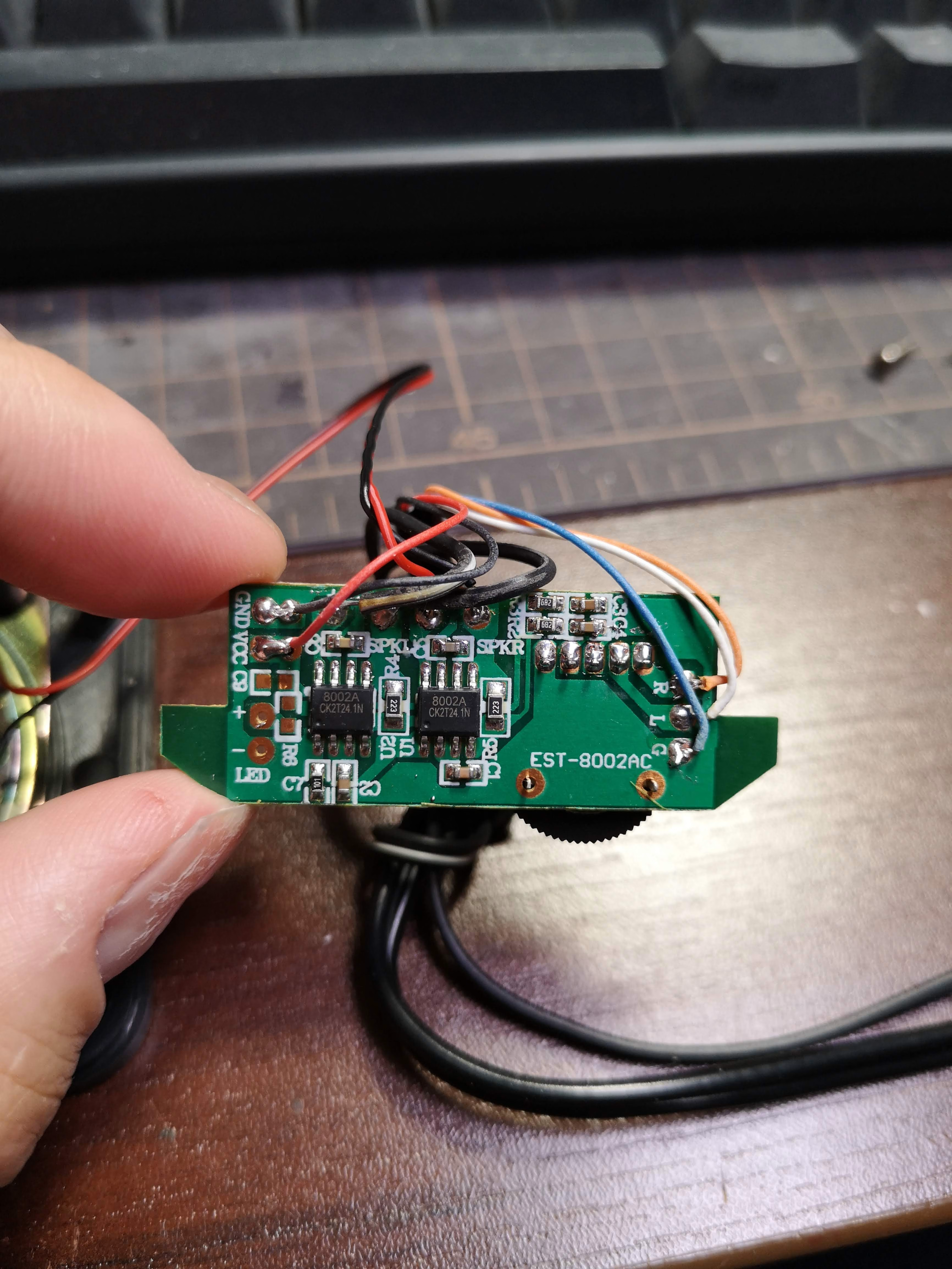
アンプICは 8002A CK2T24 1N と刻印されている。http://www.shenzhensum.com/products/datasheet/8002%282.0W%29.pdf これとかかな
基板上の入力カップリングコンデンサは LCR メータで測ると 0.1μF。入力抵抗は 682 =6.8kΩ。 fc = 1/(2πRi*Ci) で、そんなわけで、入力は234Hzのハイパスフィルタを構成してしまっている。
フィードバック抵抗は 223 = 22kΩ。Av =2*(Rf/Ri) で、約6.5倍の電圧ゲイン。
入力定数のおかげで低音がかなりカットされている。これはこれで別に悪くはないけど、試しにもうちょっと低音まで出せるようにしてみた。やったことは 4.7μF を並列に繋げるだけ。チップコンなら単に積層してあげるだけなので難しくはない。そもそもこういうカップリングにセラミックコンデンサを使うのはよくない (DCバイアスでかなり容量が変化する) みたいだけど、あんまこだわらない。
関連エントリー
- フィルムコンデンサを分解してみる 0.1μF 100V (おそらく) のフィルムコンデンサ。樹脂で覆われているので ニッパーやらカッターやらでゴリっとやると剥れる。リード側は...
- チップ部品のススメ 最近はできるだけチップ部品を買うようにしている。特に抵抗やキャパシタではチップ部品のメリットが極めて多いように思うからだ。 小さいので保管に...
- 100円ぐらいで売られている中華ラジケータ(アナログパネルメータ)を試す ちょっと針が動いて楽しいアナログ計が欲しいなと思っても、昨今ではラジケータ(ラジオ用の精度の低い電流計の総称)もかなり高価で、秋葉原だと安く...
- 簡単かつ安く高精度なアンテナアナライザーを自作したい (2) 前回はある程度うまくいきそうというところまでやりました。7MHz 帯のグラフが波うっているのが気になったので詳しく原因を探して解決しました。...
- AD8307 を 3.3V で動かすときの罠 先日 最初は 3.3V で動かしていたのですが、どうしても途中から出力電圧が上がりませんでした。定格上では 3.3V でも +10dBm ま...