水晶発振子のモデル化
前にちょっと書いたけど、水晶発振子のモデル化のための測定についてもうちょっと詳しく書いておく
LCRメータでCpを測る

Cp=1.95pF @100kHz
VNA で測ってもいいけどキャリブレーションが面倒なのでLCRメータを使うのが楽 (値が小さいのでLCRメータでもキャリブレーションはすること)
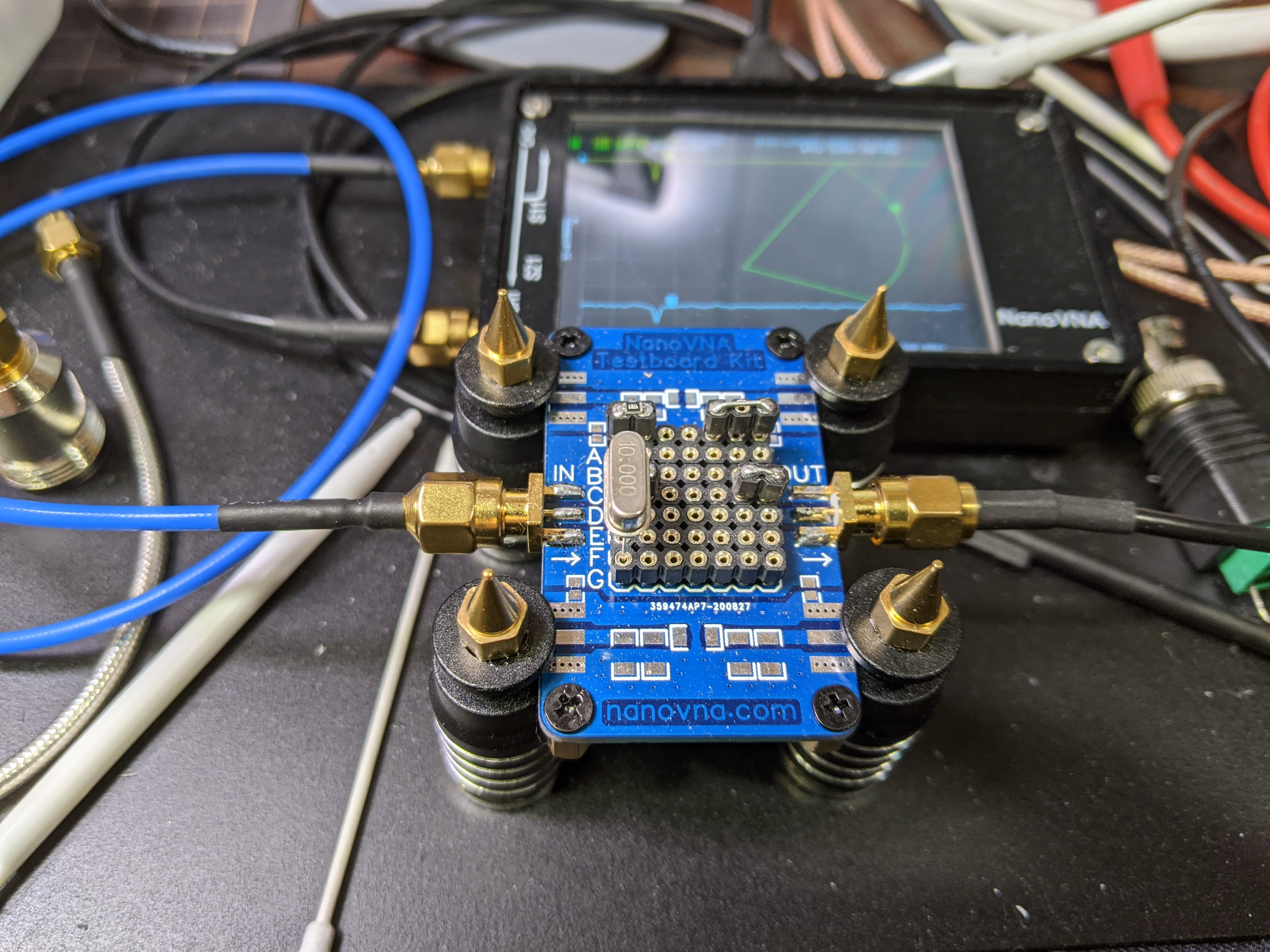
VNAでfs/fp/Rsを測る
fs/fp



VNA のポート1ポート2に直列で水晶発振子を繋いで、共振周波数付近をさがす。最もゲインが大きいところがfsで、小さいところがfpになる。
fs=9.9985Mhz
fp=10.0126Mhz
Rs

VNAのポート1に水晶発振子を繋いで、直列共振周波数 (fs) 付近で測る。fs 付近だと(共振しているので)水晶が純抵抗に近くなり精度が高くなる。
Rs=12.8Ω
Cs/L を求める
以下のように Cs L を求める
f_s = 9.9985
f_p = 10.0126
R = 12.8
C_p = 1.95e-12
C_s = C_p * ( (f_p**2) / (f_s**2) - 1)
L = 1 / (4 * (Math.PI ** 2) * (f_s ** 2) * C_s)
console.log({C_s, L}); //=> { C_s: 5.503702932046284e-15, L: 0.04603790760936647 } LTSpice でモデル化してみる
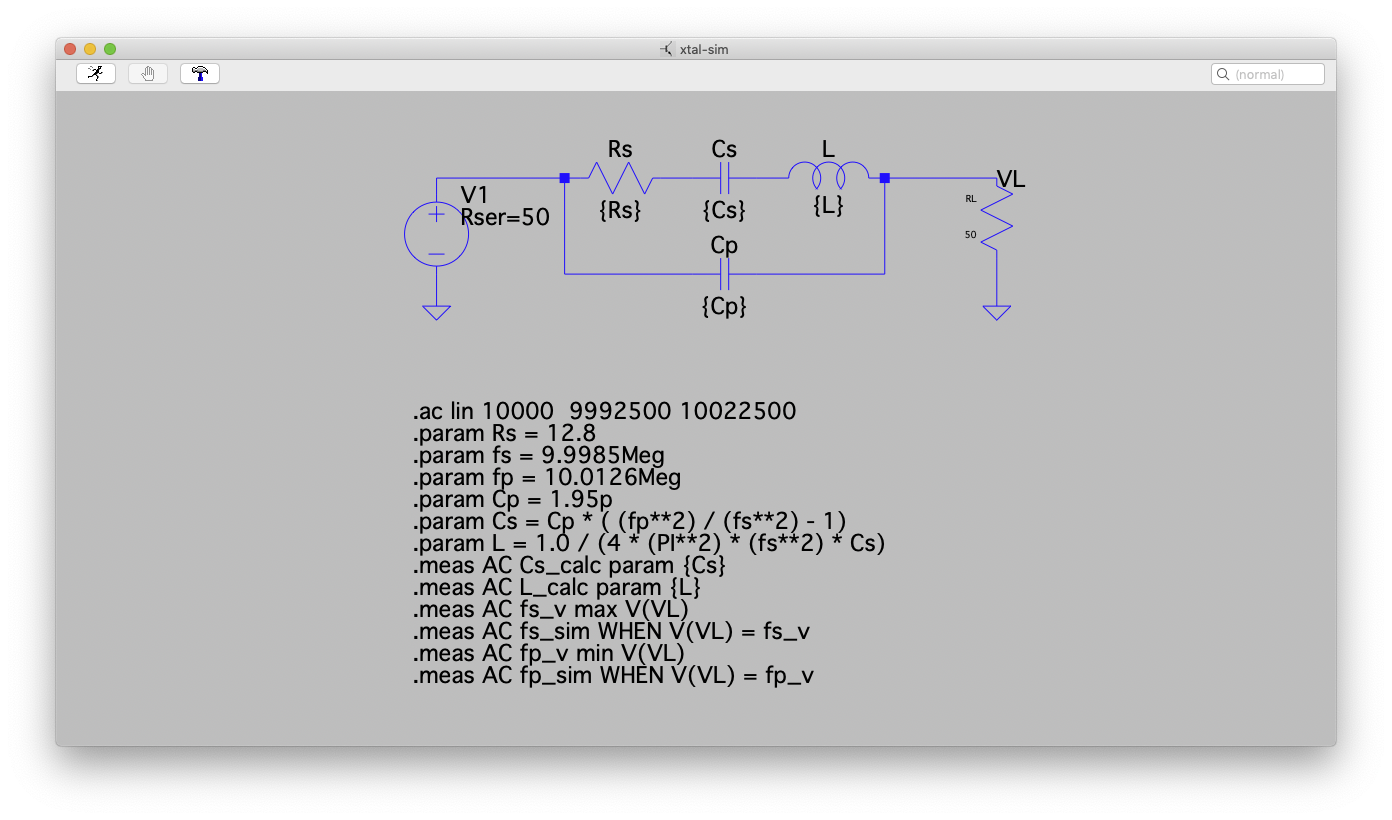
求められた R/Cp/Cs/L を使って等価回路を作り、周波数特性を見てみる。
LTSpice の結果は信号源の出力に対する比なので、負荷の電圧を見る場合にVNAとスケールをあわせるには2倍 (電圧 +6dB) する。
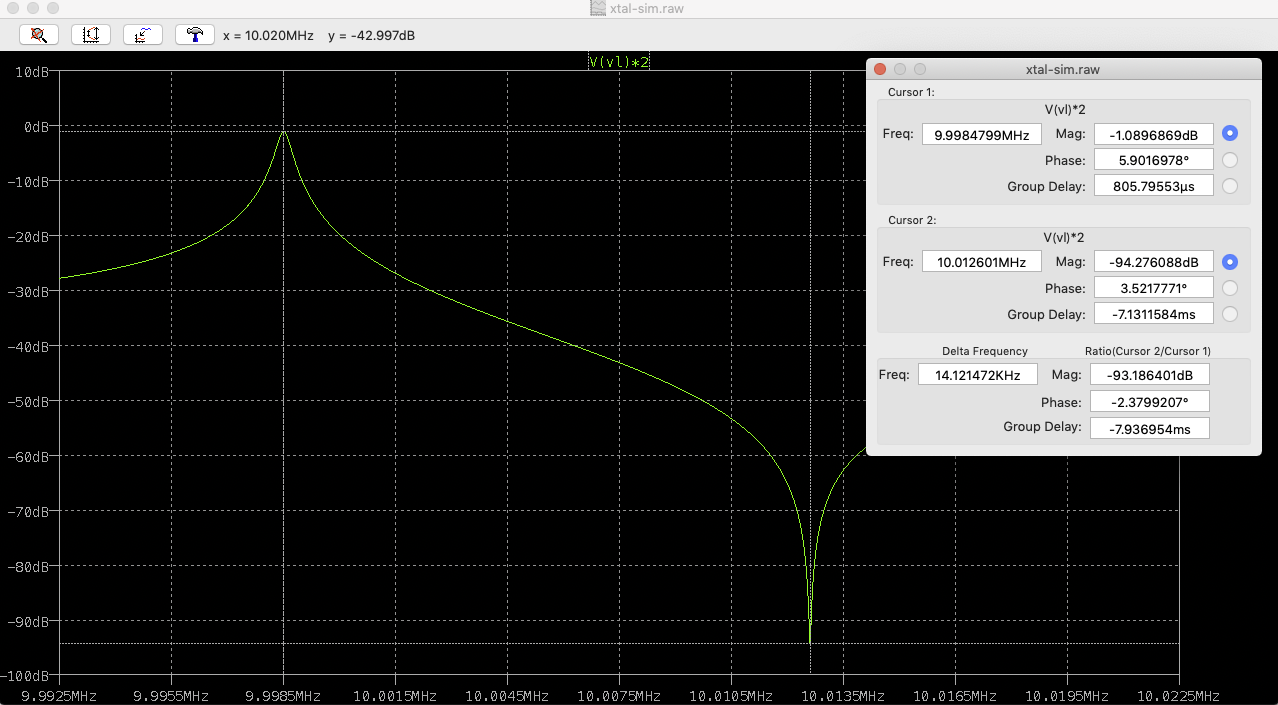
- LTSpice: -1.04dB
- VNA実測: -1.31dB
ダイナミックレンジの関係で並列共振周波数の値は参考にしかならない。
ref
関連エントリー
- クリスタルラダーフィルタ クリスタルラダーフィルタとクリスタルの特性測定 http://www.giangrandi.ch/electronics/crystalfi...
- VNA によるケーブル特性インピーダンス測定 ケーブルのLCを直接測る 伝送路の損失を無視した場合、特性インピーダンス は であるため、直接ケーブルのLとCを計測してやる。 例:50Ωの...
- NanoVNA の測定メモ 前につくったアッテネータを測ってみる https://lowreal.net/2016/03/13/1 NanoVNA だと 300MHz ...
- 3DプリンタでLCRメータDE-5000 のUSBシリアル出力アダプタを作る オフィシャルのアダプタはかなり高い<ので https://www.thingiverse.com/thing:2551379 をプリントして...
- S-A-A-2 (NanoVNA V2) を手に入れてみた NanoVNA V2 という名前で開発されているが、ややこしいので開発コードである S-A-A-2 (Simple Antenna Anal...