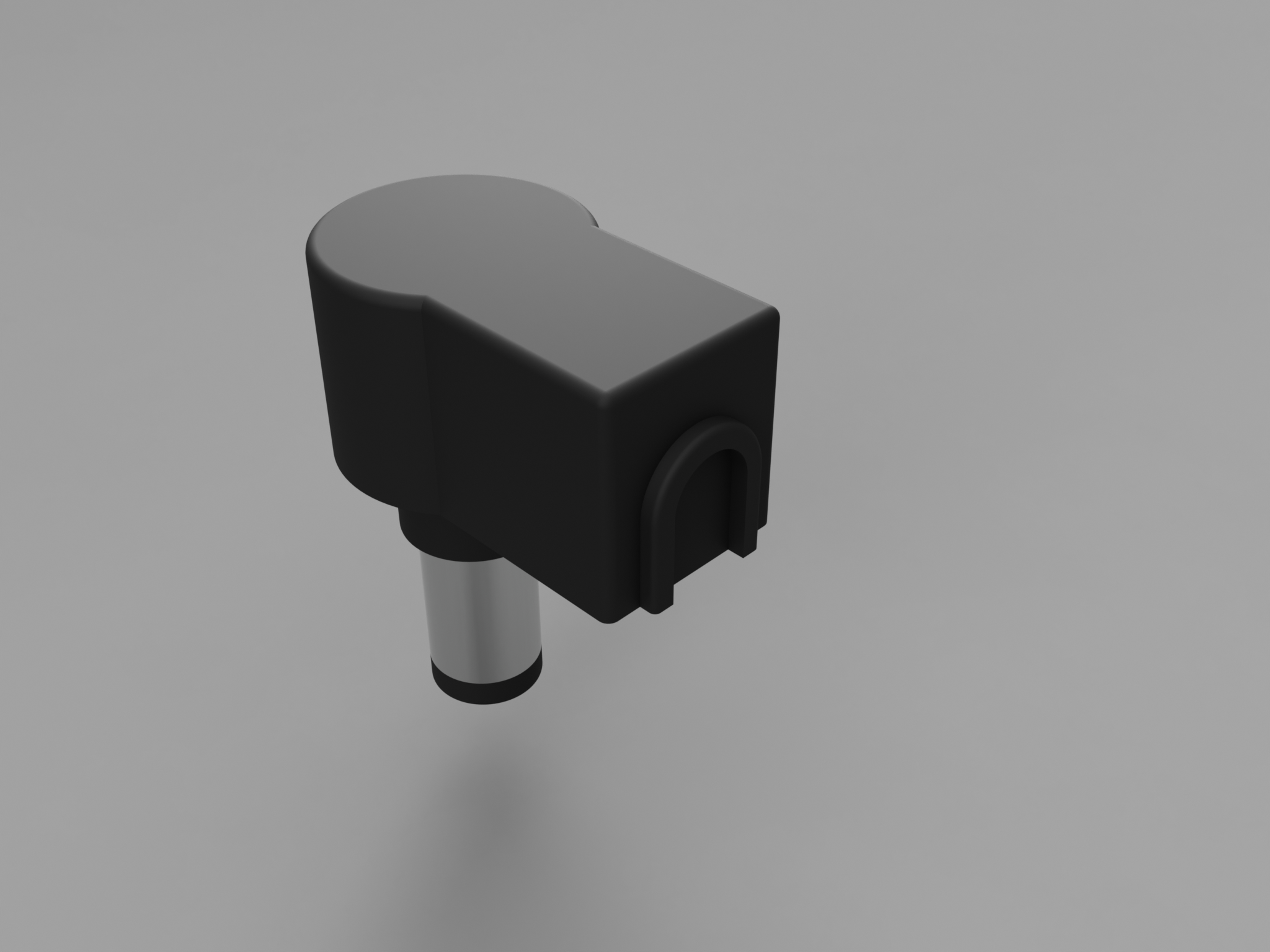
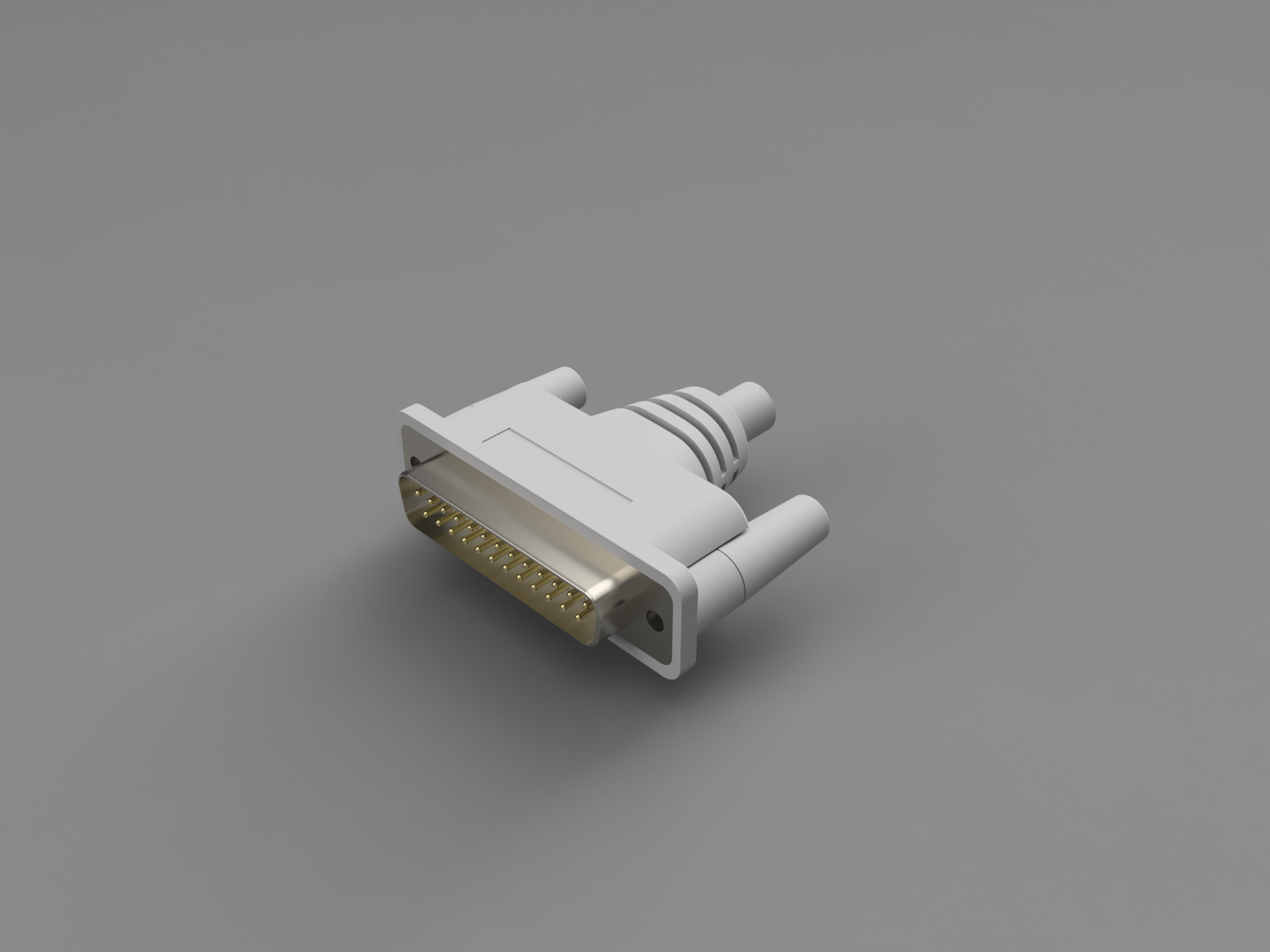
Fusion 360 同軸切換器 CX210A
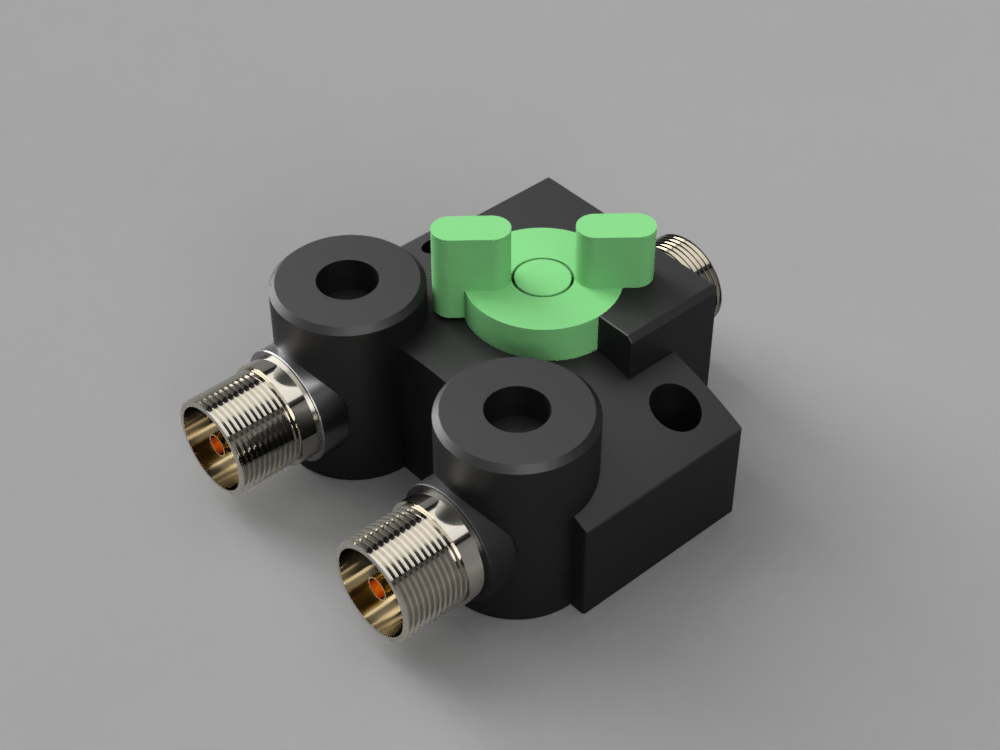

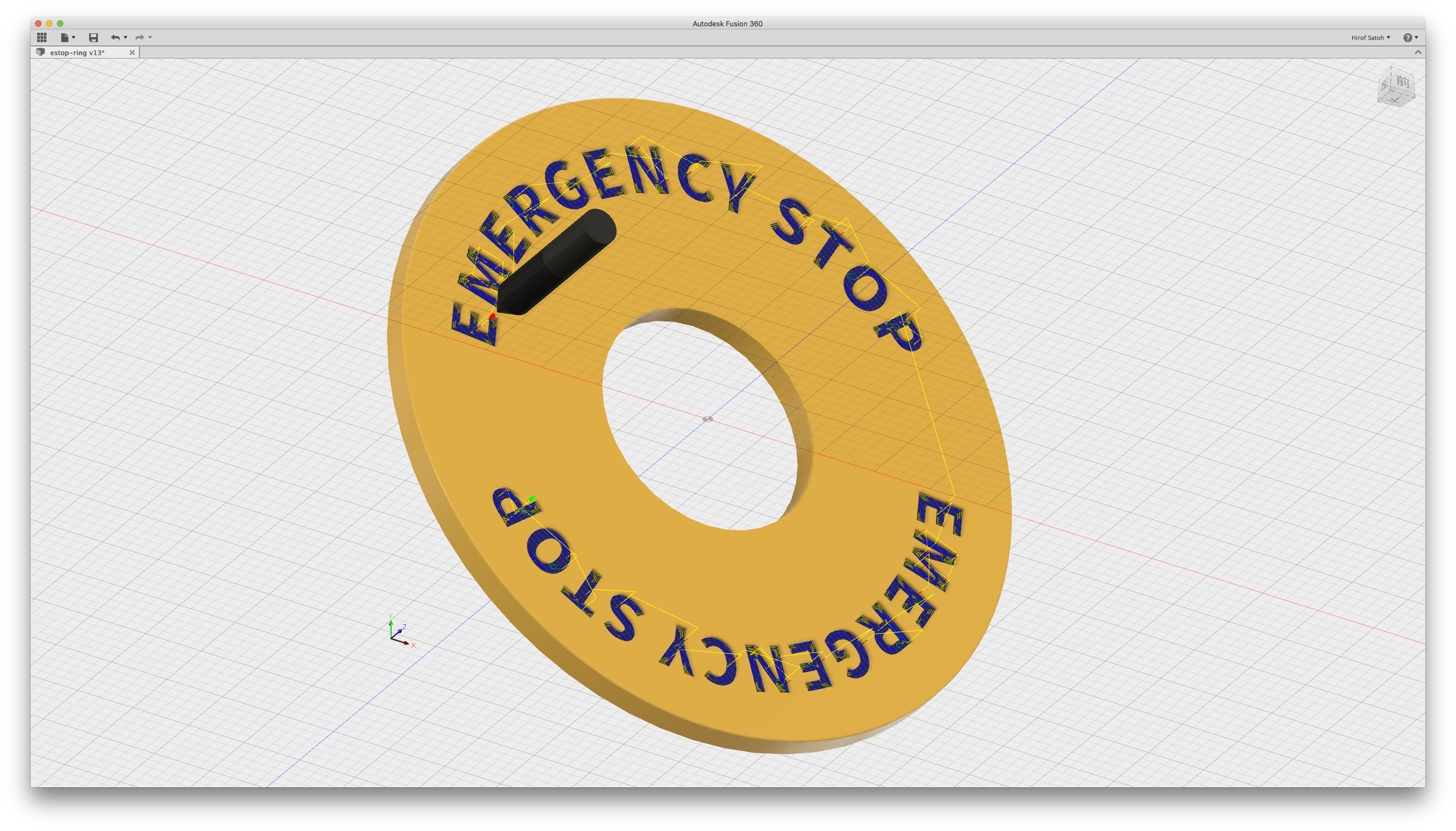
これもめんどうだと思ったけど意外と基本図形の組合せでできていた。ただ、曲線部分はいまいちよくわかなかった。円弧の一部とみなして作図した。結構慣れてきて、これも1時間ぐらいでできた。
立体をコピペしたいな… と思ったときは大抵コンポーネント化するのが正しいっぽい? とりあえずそうしてみた (コネクタ部分)。
そのうち(いつ?)、3D CAD 上でサーボモータでスイッチを回すようなものを設計して、信頼性の高いリモート同軸スイッチを作ってみたい。VHF 以上の周波数で汎用パワーリレーを使うのは無理があるので。
関連エントリー
- 市販同軸切替器のリモート化 汎用パワーリレーによる同軸切替器を使っているが、やはり問題点がある 大変すぎて二度と作りたくない 壊れても修理したくない VHF 以上ではい...
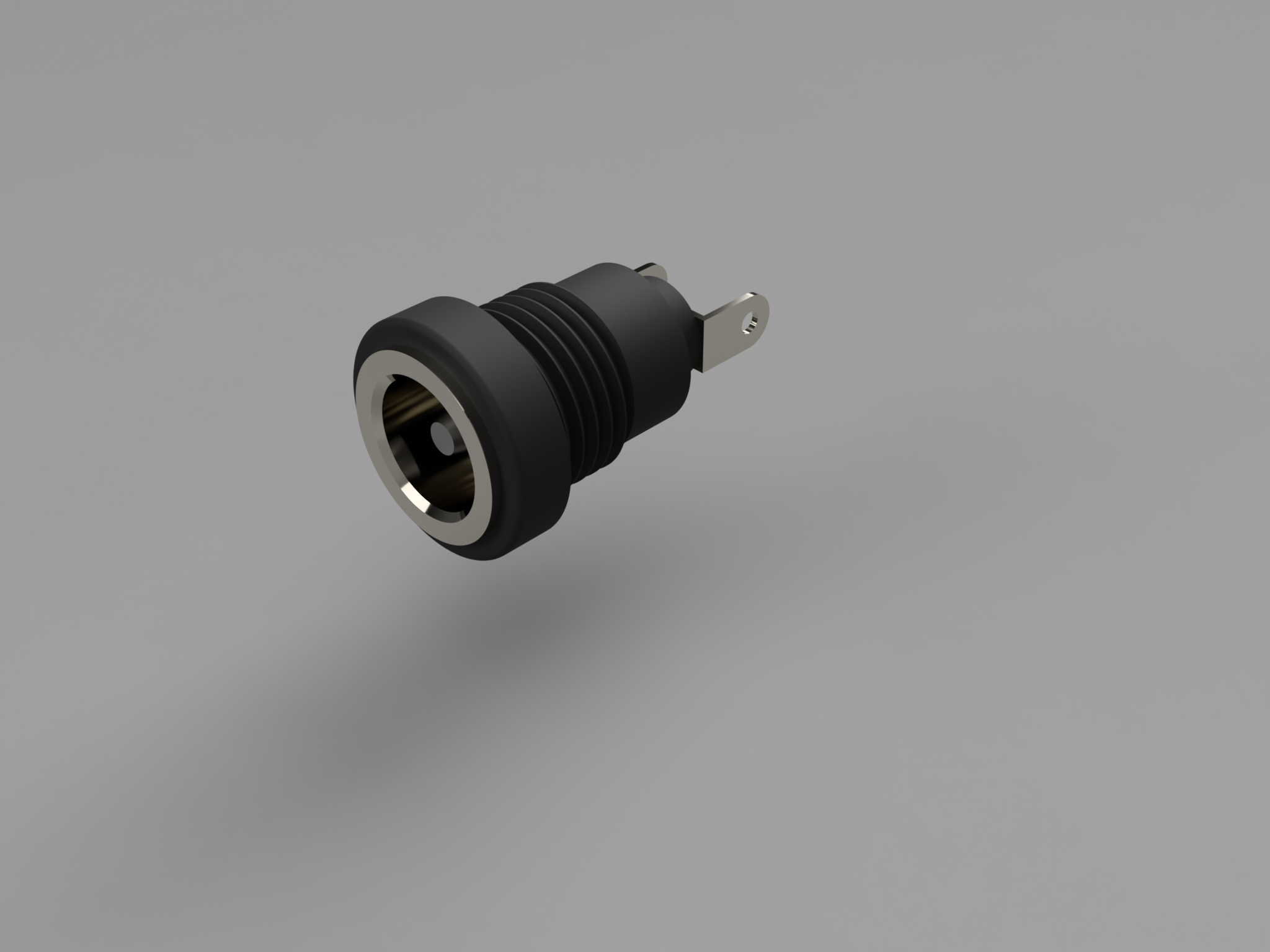
- Fusion 360 の練習 - トグルスイッチ・DCジャック・LED トグルスイッチが面倒そうだと思ったけど、意外と簡単だった (正確な寸法はよくわらないけど)
- 50W 通せる高周波リレーHF3シリーズを使ってみる 高周波リレー・同軸切替器・同軸リレーとからへんの話です。50W 通せる高周波リレーHF3シリーズを使ってみます。 TE の HF3 Rela...
- Fusion 360 - RCサーボモータ S03T 2BBMG これは思いのほか大変だった。。本体部分が途中で微妙に膨らんでいて、なおかつ線が全周に入っているので、それをどうフィーチャにするかで悩んだ。結...
- Ampero Control でのスイッチを押した瞬間のMIDIメッセージ送信 Ampero Control は Bluetooth / USB / DIN で MIDI メッセージを出せるフットスイッチ。かなり汎用性が...