VIDEO
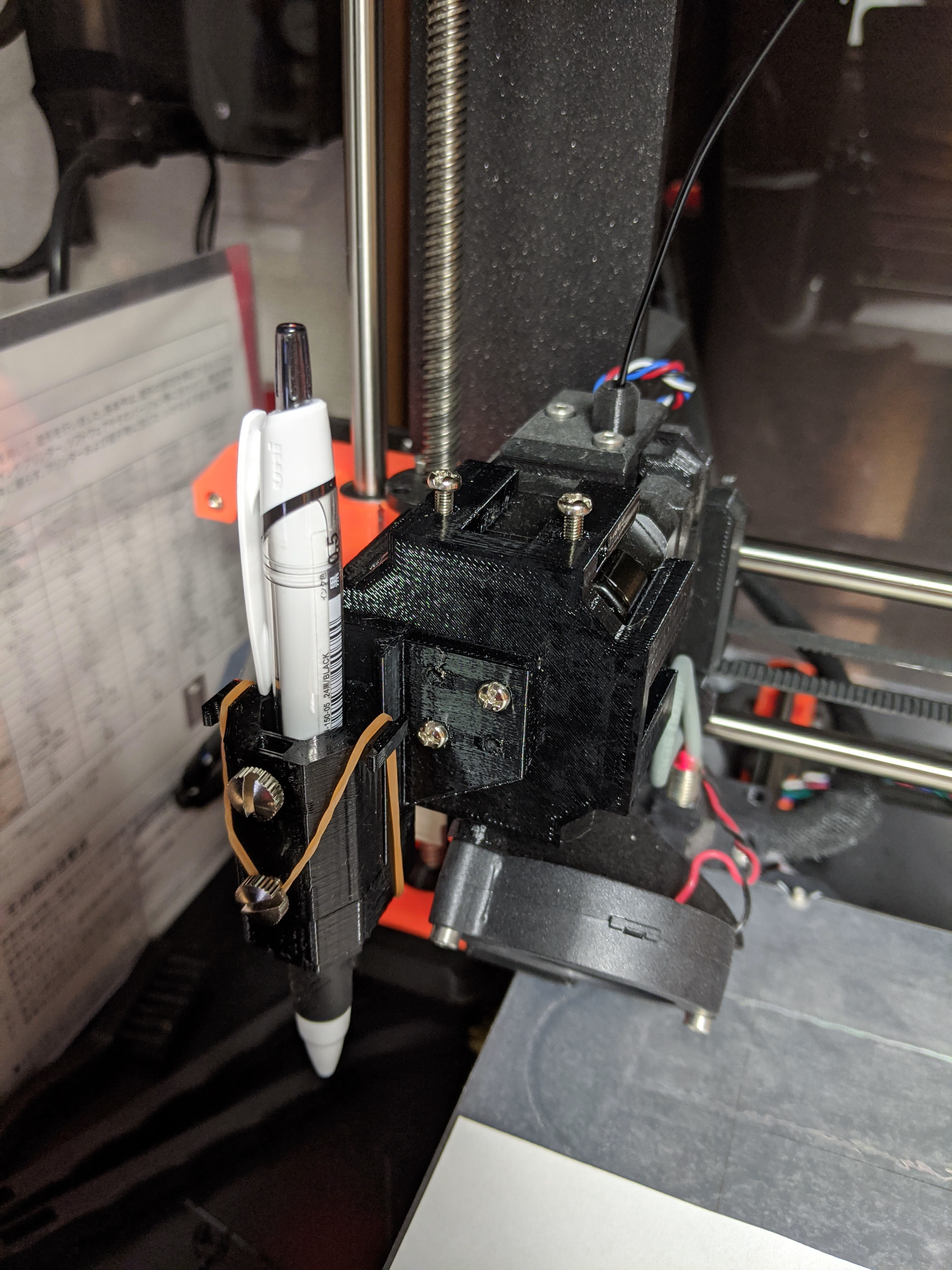
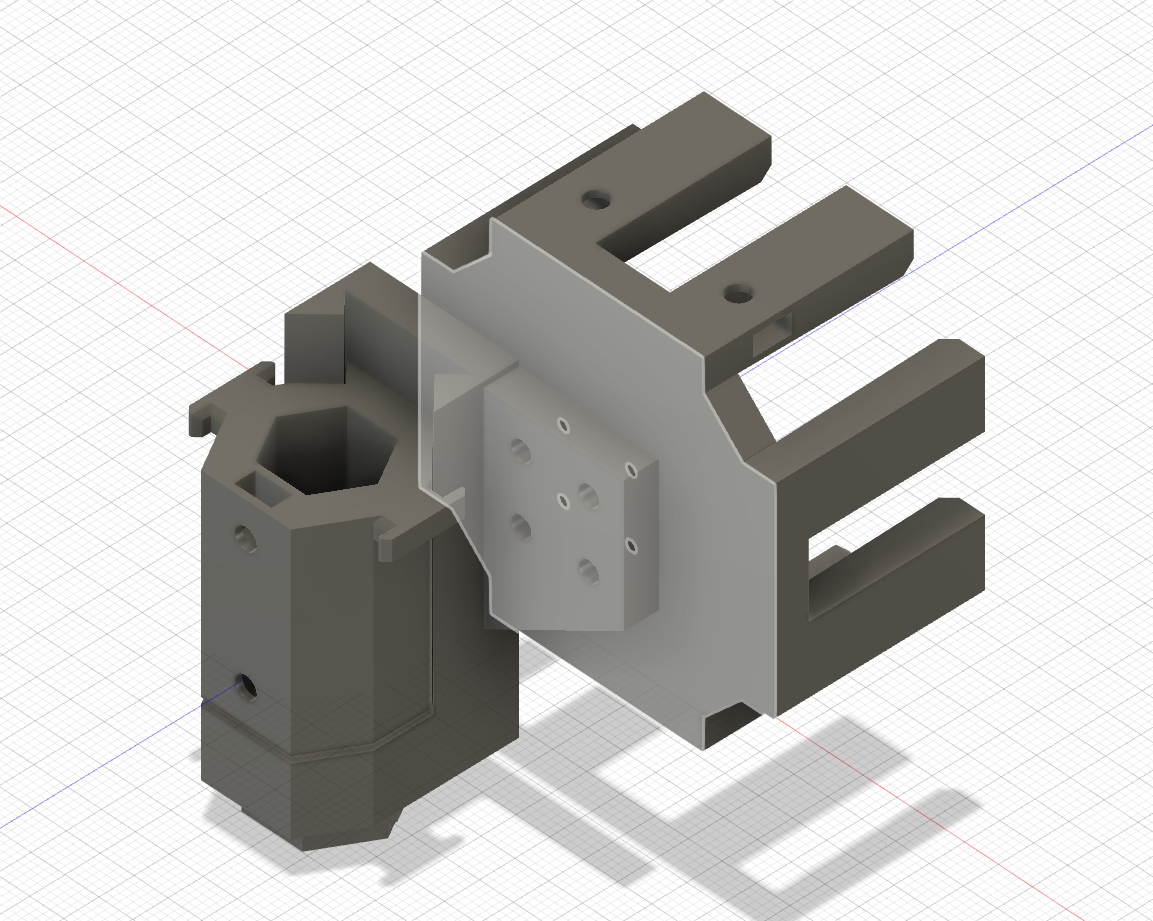
3Dプリンタとペンプロッタはほとんど似たようなものなので、アタッチメントをつけて簡単にペンプロッタ化してみた。アタッチメントはこんな感じ。4〜5回試作してプリントしていい感じになった。STLなどは Thingiverse に上げた
簡単につけかえできること それなりに精度が出ること (0.5mmぐらい) ペンをあまり選ばないこと を要件にして、スライド式のペンホルダと、本体へのアタッチメントという構成に。ステッピングモータに被せて設置する形にすることで脱着を簡単にした。
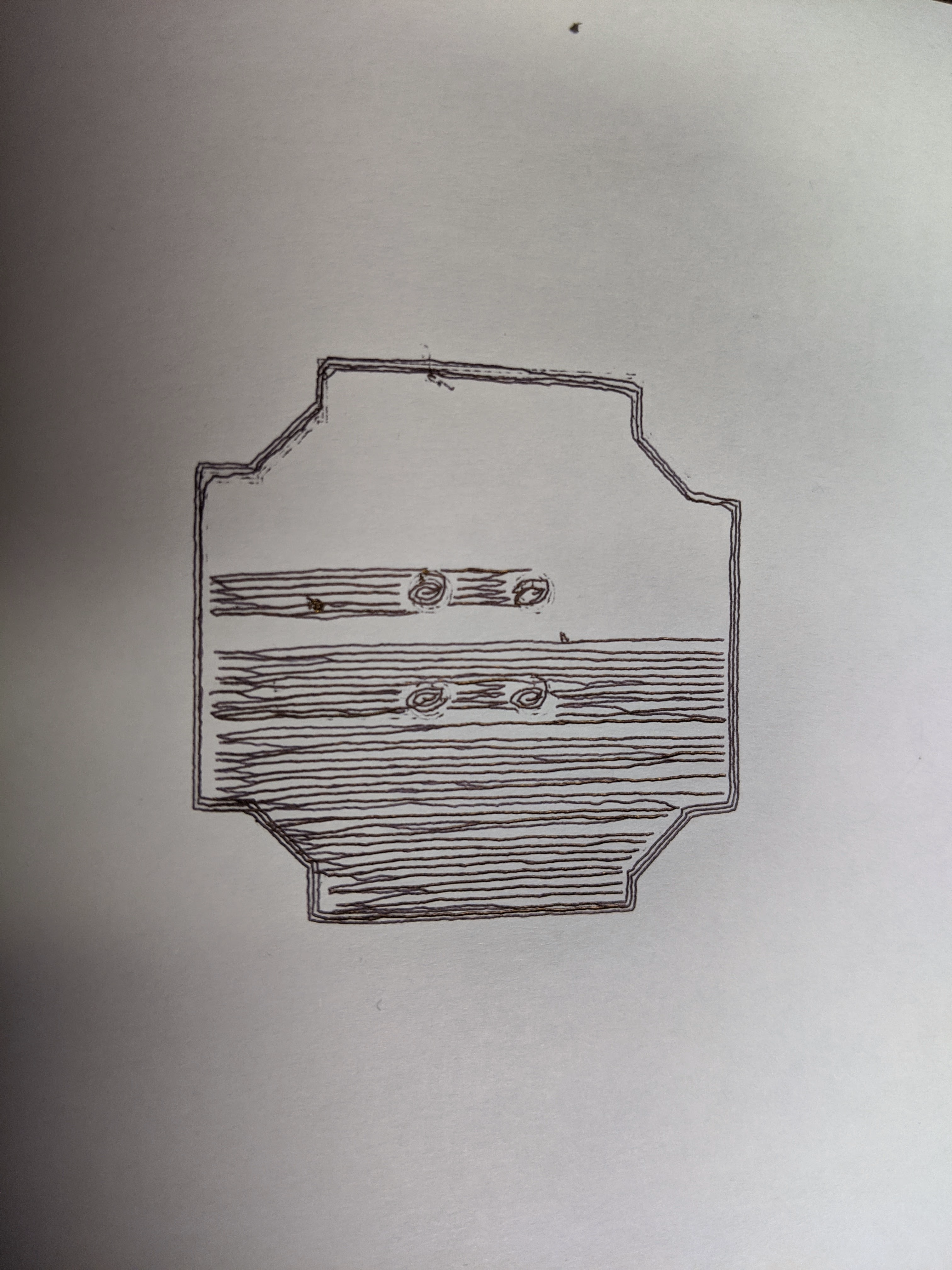
試行錯誤の経過:ペン先がブレすぎてダメだった例
剛性をあげたりスライド方式をみなおした例
Simplify3D の設定 Extruder Retraction Vertical Lift を 3mm などに (ペンを上げる動作) Extrusion Width はペン先の太さに (適当でもよい) Layer Primary Layer Height 0.2mm Outline/Perimeter Shells 1 Temperature Primary Extruder アンチェック Wait for temperature controller to stabilize before beginning build 温度を20℃に Heated Bed アンチェック Wait for temperature controller to stabilize before beginning build 温度を20℃に G-code アンチェック 5D firmware (include E-dimension) (E軸のコードが出力されなくなる = エクストルーダが無効になる) Build volume X-Axis: 224 (250-26) Y-Axis: 131 (210-79) Origin offset: -26mm -79mm Scripts 後述 Advanced Start printing at height 0.6mm Stop printing at height 0.8mm アンチェック Minimum travel for retraction Top Solid Layers / Bottom Solid Layers を0にすれば輪郭だけ出せる。
Starting Script
M115 U3.0.7 ; tell the printer latest firmware varsion available
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G0 Z10
G0 X40 Y100 F4000
G0 Z0.8
M0 Click to continue
G0 Z10 メッシュレベリングしてZ軸を出したあと、適当な位置に移動して、Z0.8 にする。この高さが基準なので、M0 で一旦マシンを止める。ペン先を出して、少しテンションがかかるように調整して紙に接触するようにする。この状態でマシンをボタンを押すとプロットが始まるはず。
Ending Script
M104 S0 ; turn off temperature
M140 S0 ; turn off heatbed
M107 ; turn off fan
G0 Z10
G1 X0 Y200; home X axis
M84 ; disable motors Z10 にして退避させてる。
データの作りかた Simplify3D を使う場合、入力データはSTLなので、適当に厚みをつけてやる必要がある。
単に文字を出すだけなら OpenSCAD がお手軽
linear_extrude(height = 1) {
text("テスト", size=20, font="Noto Sans CJK JP:style=Black", spacing=0.9);
} こんな感じで任意のフォントで文字を出せる。