FORMBOT のセットを買ってみた (先にいっておくとおすすめしない)。Aliexpress だとエクストルーダーの種類が選べないことに気付いたので、FORMBOT 公式サイトから PayPal で購入した。Dragon Hotend Standard Flow にした。
届いたセットに Z motor が含まれておらず、お問合せ。30分ぐらいで返信がきて対応は早かったが、さすがに届くのに1週間ぐらいはかかった…… (本体はUPSだったがZモーターはCNEで発送された)
1515 押し出し
A/B と H/C は端のM3タップの有無だけなので、セットのものはすべてタップが切ってあった。後述するけど、このタップがひどかった。
F/G は穴の有無だけなので同一のものが3つ入っていた。ベッドフレームだが、今回これらは使わない。
Kirigami mod
Kirigami mod というベッドのマウントをアルミ押し出しではなく板金にするmodがあるのだがこれも同時に注文した。鉄だと思ったが FORMBOT のものは磁石にくっつかず軽いのでアルミっぽい。
ベッドマウントがデフォルトのアルミ押し出しで何がダメか?
- 剛性が低い
- 伸びている2本の押し出しは blind joint ネジで止めてるにすぎない
- ネジの増し締めがしにくい
- 組立後にアクセスできない位置にネジがある
- 3Dプリンタのねじはネジロックしない限り確実に緩むので厳しい
これらを解決するのが1枚板から折り曲げた Kirigami mod になる。
1515アルミ押し出しのタップ問題
端の穴にM3のタップが切ってある。トルクをかけなければ10mmのビスは最後まで入るので、一見問題なさそうだが、実はこの時点でかなりグラグラ。トルクをかけて締めることができなかった。下穴径がかなり大きいのだろう…… 不良品といえる。一応タップは切ってあるので、クレームいれてどうにかなるか面倒なため自分でなんとかすることにした。
Voron 2.4 の 2020 押し出しはクオリティ良かったが今回の 1515 は表面処理からして微妙な感じ。おそらく供給元が違うのだろう。Aliexpress で Voron 0.1 の 1515 だけのセットとかを見ていると「タップ穴がちゃんとしてます!」みたいな主張をしているショップがあるので「あるある」っぽい。
ということでこのネジ穴で「固定」することはできない。ほんの仮固定ぐらいが精々。
ネジ穴を埋めてタップを切りなおすとか、いろいろ考えてみたが強度的に安定させたかったので、アングルでスロットから固定することにした。追加のM3ナットを入れておく必要があったり、ほかのパーツと干渉しないか考える必要があるが、3D CAD を見ながら配置を決めた。
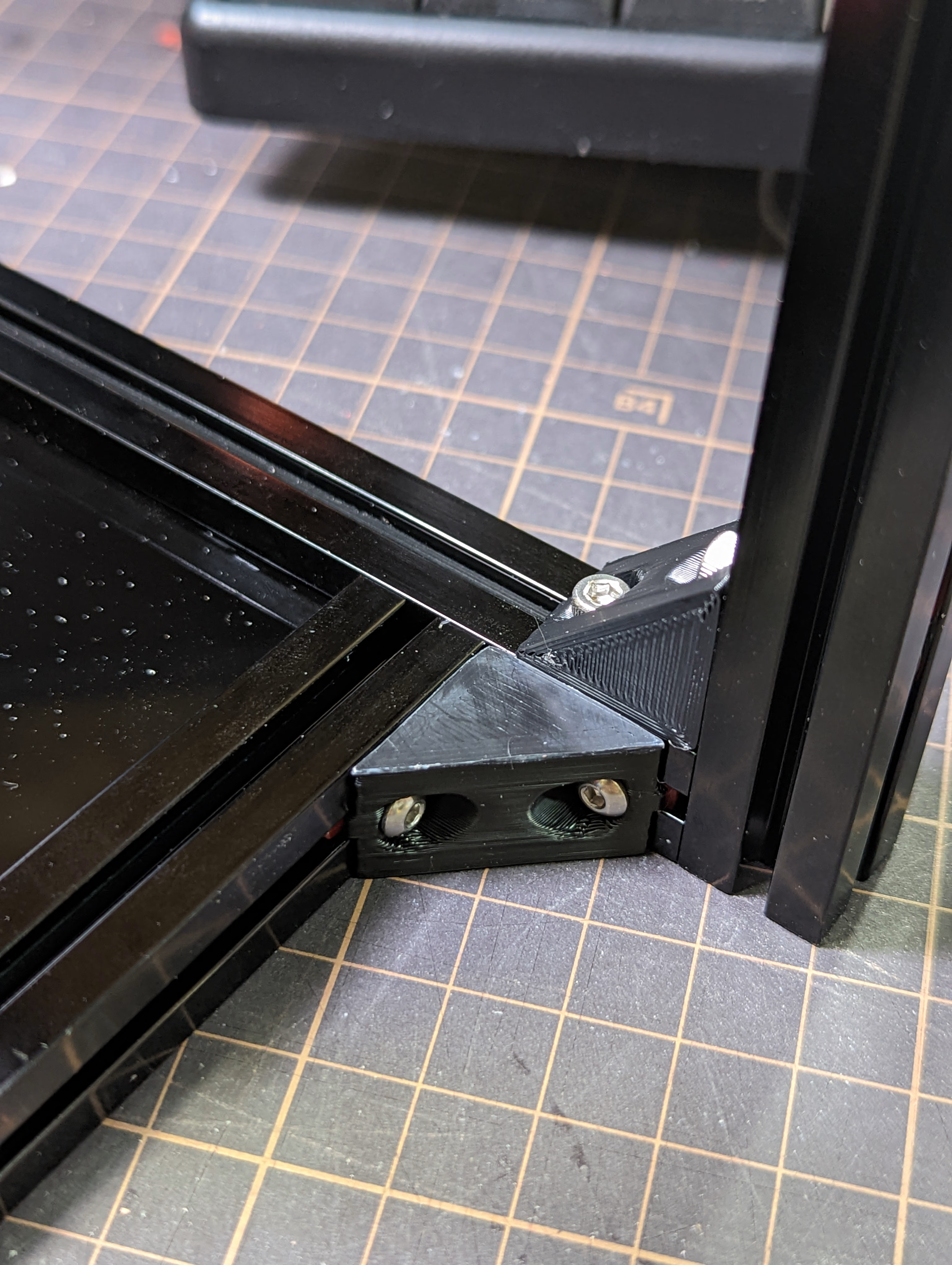
Z軸上側はA/Bドライブによってスロット同士も直角に固定されるが、下側は固定されないので、ここをサポートするアングルを追加。
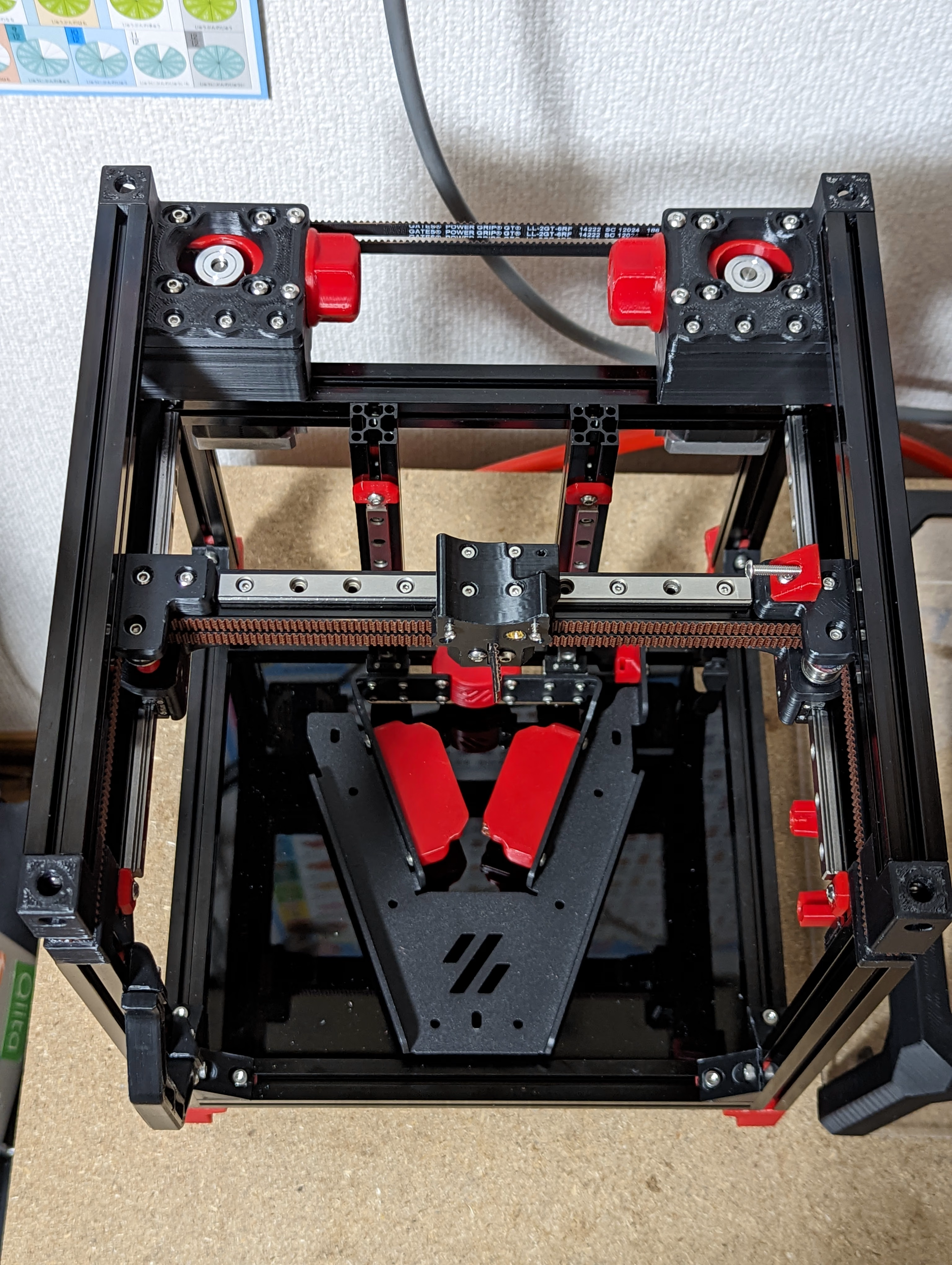
あとは左右のフレームの上下前後四隅、及び全面フレームの下をアングルで固定した。右フレームの上の前側は Klicky をつけたかったため、Klicky のマウントとアングルを合体させたみたいなものをプリントした。
Mini Afterburner
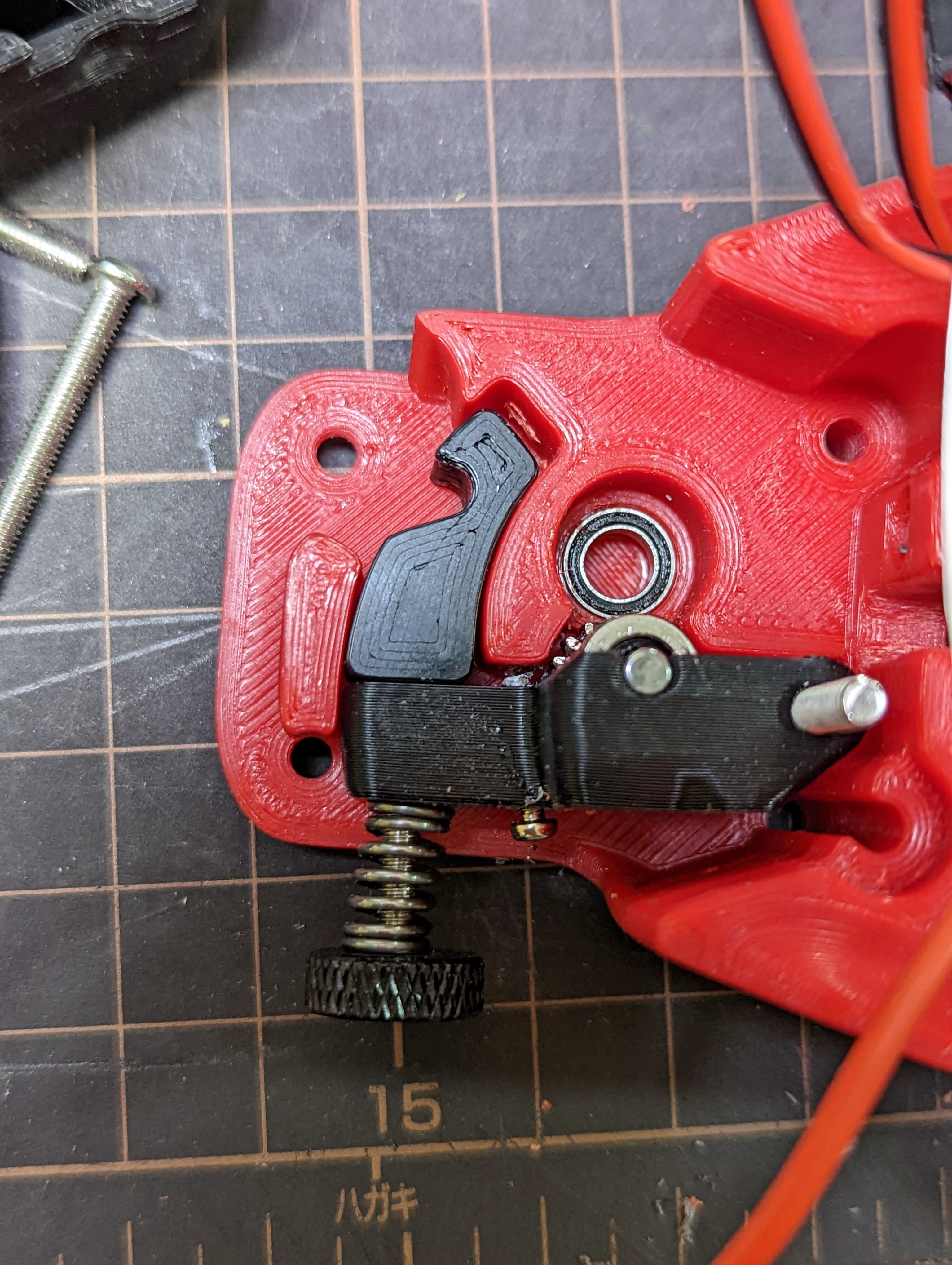
なかなか組み立てが難しいツールヘッドみたいだし実際苦労した。組み立てが大変なのはともかく、エクストルーダー部分の設計がなんか微妙な感じがする。アイドラーのストッパ的なものがなくギアが全力で当たっていてよくない感じがする。
検索してみるとやはりエクストルーダー部分に不満がある人が結構いて、Mini-AfterSherpaというエクストルーダー部分をモジュール化する mod が出ていたりする。そしてこれの Kilicky 対応版まである。
Sherpa Mini は Mini Afterburner とほぼ部品共通で作りやすいかな?3mm シャフトだけ追加で必要
とりあえずは Mini Afterburner を使うことにする。ただ、アイドラー圧だけ気になるので、M2 のビスをアイドラーにねじこみ、圧を調整できるようにはした。
ケーブルチェーン
7x7mmのケーブルチェーンにJST 2ピンコネクタは通らないので、先にケーブルを通してからコネクタをつけないといけない。(圧着端子自体はもちろん通るので、つけてしまったら、一旦ハウジングから外すということ)
ついてきたケーブルチェーンは若干長かったため、数個リンクを外す必要があった。前述の通り、コネクタはチェーンを通らないので、先に調整しなければならない。めんどくさかった。
SKR Mini E3 V3
SKR Mini E3 V3.0 Pin 回路図
0.1 のマニュアルのマザーボードは SKR Mini E3 V2 なので、V3 だと微妙にというか結構違うので気をつけて配線しないといけない。
- 24V入力端子は1つになっており入力方向が変わっている
- ファン端子が1つ増えている
- I/O 端子が増えている
- SPI ヘッダの端子が増えておりピンアウトが変わっている
など。
ref. SKR Mini E3 V2.0 Pin
設定
デフォルトの設定だとベッドの max_power は設定されていない。ヒーターは24V 60W。120x120mm だと 144cm^2 なので、Rule of thumb is 0.4 watts / cm^2 に従うなら57.6Wぐらいが適切。60W で温めてもいいということだろう。
A/B モータの接続がマニュアル通りだと逆だった。なんでかはよくわからない。
X/Y/Z エンドストップの物理的な調整と position_endstop の調整。120x120x120 の印刷範囲があるが、これはベッドのサイズであると同時に、ツールヘッドの移動可能範囲と一緒なのでギリギリの設定をしっかり詰めてしないと物理的なリミットにあたってステップが飛んでしまう。
X/Y はレバー式のマイクロスイッチなので、 position_endstop は 119 ぐらいにして1mmほど余計に押せるように調整しとくと良さそう。
Zは調整が難しい。kirigami のせいかマニュアルのビス長だと短くてエンドストップにあたらなかった。長いのに交換して調整した。が初回プリントで使っただけで、後述する Klicky による仮想Zエンドストップを使っており、もともとのZエンドストップは使っていない。
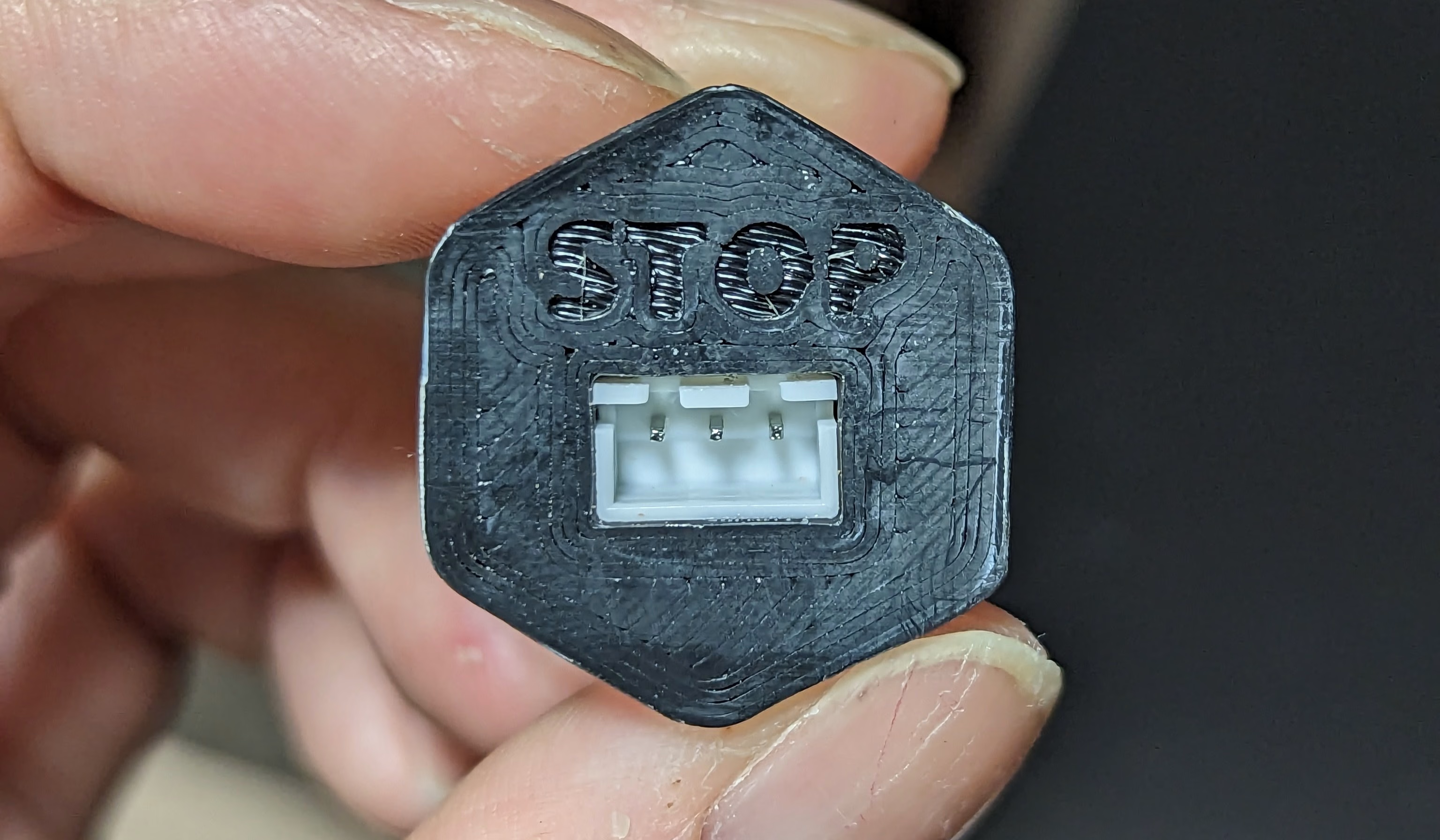
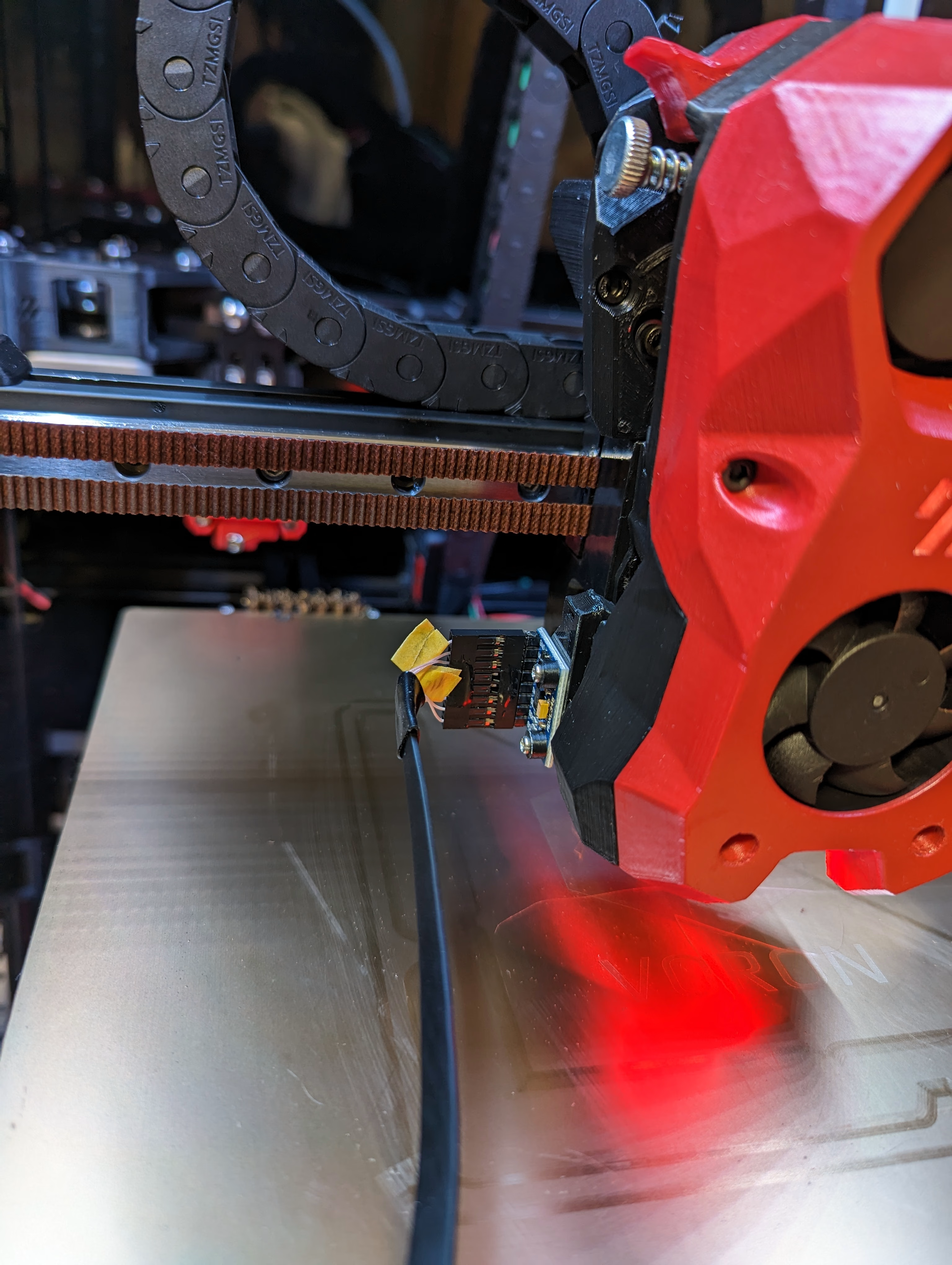
Klicky プローブ
Voron 0.1 のデフォルト設計ではプローブを組みこむようにできていない。しかしどう考えてもプローブはあったほうがよいので、最初から Klicky を組みこむことを前提に作りはじめていた。Mini Afterburner も Klicky をマウントをつけれるタイプを使った。
SKR Mini E3 では BLTouch 用のヘッダの端2ピンが Probe (PC14) になっている。XH コネクタ2ピンのロック部分を切り飛ばしてはしっこだけ入れている。というのもこのヘッダからホットエンドファンにも接続する必要があるため。
なおこのプローブを仮想Zエンドストップにしてる。
Klicky (というか Probe の) メリットとしては
- SCREWS_TILT_CALCULATE が使える。(紙を使う職人芸なしにベッドを水平にできる)
- Zエンドストップの変わりになる (調整・設定項目がすくなくなる)
- 0.1 は 2.4 みたいにノズルで押すエンドストップじゃないので、Zエンドストップを使うメリットがない
プローブ側は Unklicky にした。ロングタイプの Unklicky はバネ用の磁石を別につけるのだが、これがツールヘッドの磁石とくっついてガタガタいうので鬱陶しかった。機能的には問題なかったものの、0.2mm のスチールシートを切って貼ったらいい感じになった。
まあでも普通のKlickyでよかったかな…… Unklickyはsafe zがどうしても高くなるのでコンパクト感がない。
ノズル高さの調整の覚書
Klicky + 仮想Zエンドストップの場合、Probe Offset のキャリブレーションになる (Z Endstop キャリブレーションではない)。
- SCREWS_TILT_CALCULATE MAX_DEVIATION=0.025 でベッドのスクリューを調整して水平にする
- 表示される hh:mm 表記は時計の時間表記でどのぐらい回せばいいかを表示している。00:10 なら10分にあたる角度を調整する。
- CW/CCW はベッド上から見た方向
- ベッド中央で PROBE_CALIBRATE して高さを決定する。ここは紙を使う
ベッドメッシュすべきか
このサイズでこの厚さのベッドだと、ベッドメッシュは不要なのだが、Zホーミングはプローブと違い複数回サンプルをとって外れ値を除外するということができないため、Z原点の精度が信頼できない。これを補正するためにベッドメッシュをしている。ベッドメッシュは最低でも3x3はしなければならない。
Probe して結果をそのまま Z_OFFSET にぶちこむようなコードを書けばすみそうだが面倒なのでベッドメッシュしているという感じ。
エレクトロニクスファンの追加
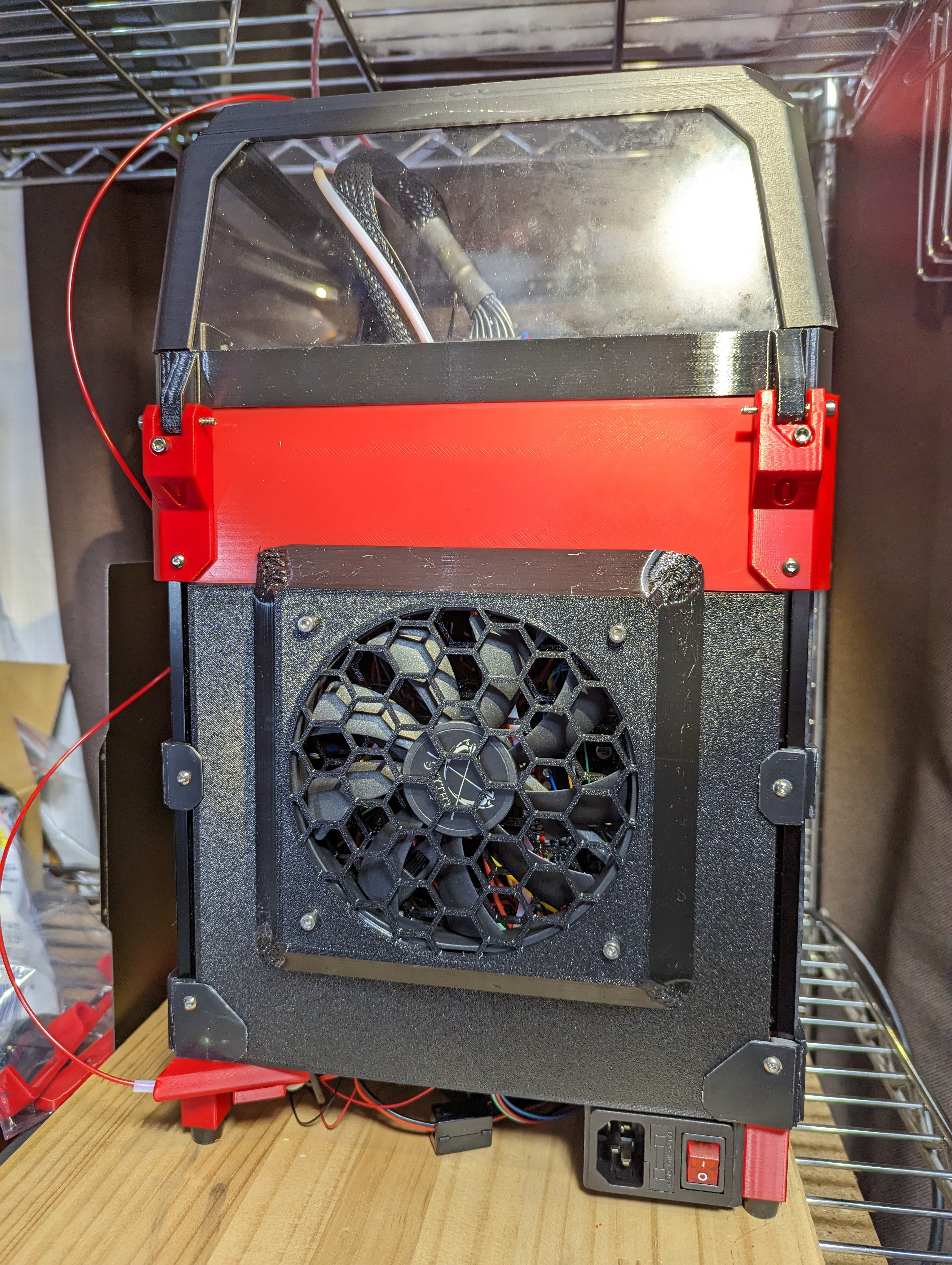
https://www.printables.com/model/345341-voron-01-splitted-backpanel-with-fan
Voron 0.1 は Raspberry Pi やコントローラーボードの排熱が考慮されておらず、排熱の行き場がないためプリント中は室温25℃程度でも、Raspberry Pi で60℃以上になってしまう。同じスペースにA/Bモーターもあるので、夏場は耐えられないのではと思いエアフローをつくることにした。
SKR E3 のファン端子はFETのローサイドスイッチになっているので、別途電源を供給しつつ - 側だけ配線することで任意の電圧をスイッチできるようになっている。実際 Voron 0.1 の設計上のホットエンドファンは 5V であり、この方法で制御するようになっている。
なので 12V ファンに 5V を供給し、GND は FAN2 の GND に接続するようにした。電圧的に速度調整はできないが、オンオフはできる
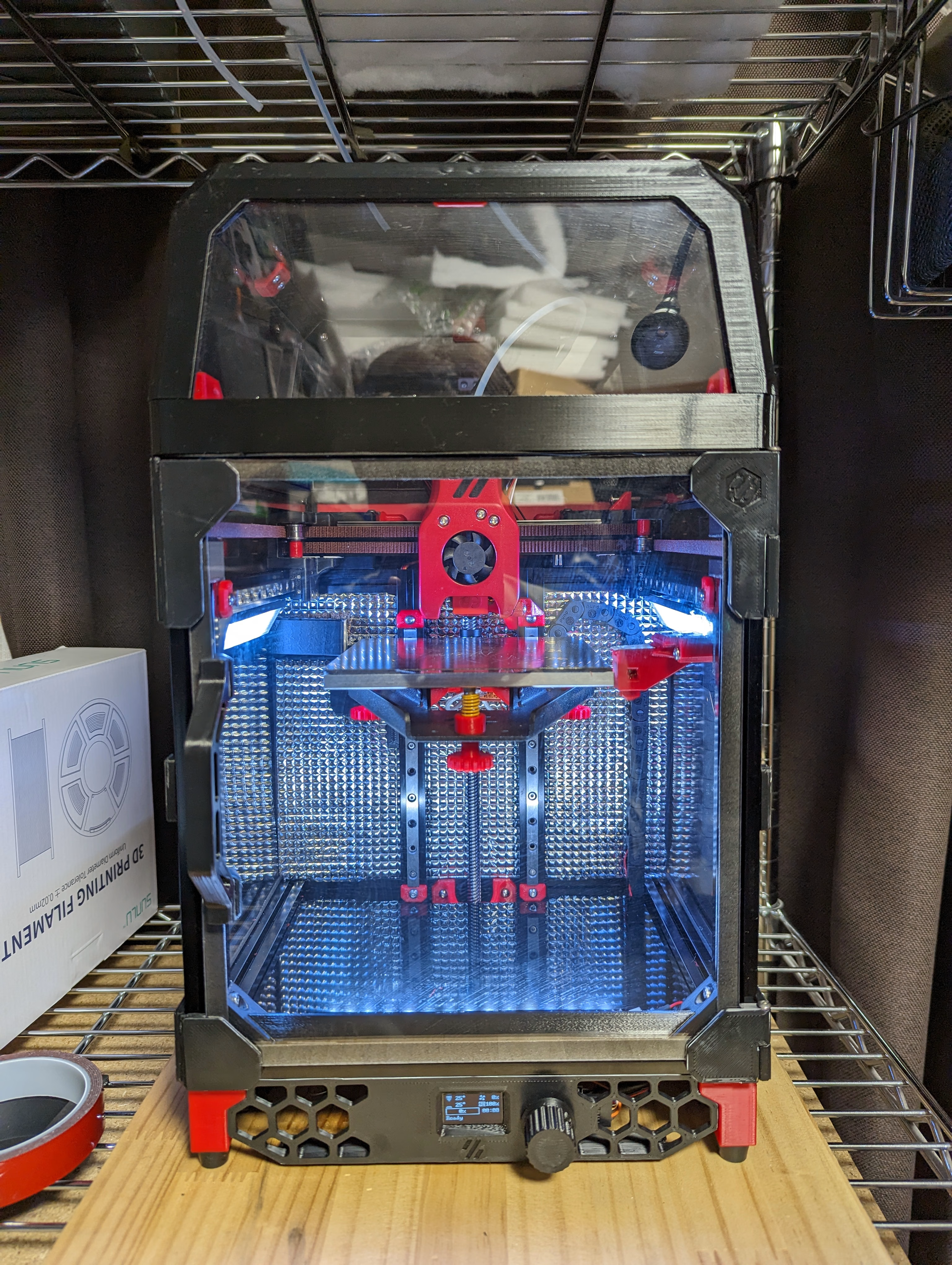
感想
Voron 2.4 は割とすんなり組み立てられたが、Voron 0.1 はかなりいろいろ手を加える必要があった。
上に細かく書いてないがX/Yジョイントがいまいちで固定しようとするとスムーズに動かなくて苦労したりもした (シムを入れて解決)し、トップハットは印刷しなおしたりもしている。
ただ小さくて可愛いし、高加速度設定にできるし、小さいぶんウォームアップタイプも早いので、小さいパーツを作るには良い感じがしている。